
CNC gantry milling machine accuracy and tolerance are the make-or-break factors for any shop—ignore them, and you’ll waste money on scrapped parts, lost orders, and endless rework.
I’ve spent 13 years on the shop floor, running CNC gantry mills for mold shops, steel fabricators, and precision parts manufacturers. I’ve seen bosses blow $50k on a “high-precision” machine that couldn’t hold a ±0.01mm tolerance, and I’ve fixed machines that were written off as “junk” just by tweaking accuracy settings and doing basic maintenance.
Today, I’m spilling the real-world secrets to mastering CNC gantry milling machine accuracy and tolerance. You’ll learn how to measure it, maintain it, fix common issues, and avoid the costly mistakes I’ve seen others make.
CNC Gantry Milling Machine Accuracy and Tolerance: Why They Matter (Shop-Floor Truth)
Let’s cut to the chase: accuracy is how precise your machine can cut, and tolerance is the margin of error your parts allow.
For us, this isn’t just technical jargon—it’s how we pay the bills. A mold shop that can’t hold a ±0.005mm tolerance will lose clients to competitors. A steel fabricator with inconsistent accuracy will waste hours reworking parts.
Here’s the hard truth: even the best spindle or CNC system won’t save you if your CNC gantry milling machine accuracy and tolerance are off. I once worked with a shop that bought a FANUC-equipped gantry mill but ignored accuracy calibration—they scrapped 30% of their parts in the first month.
CNC gantry milling machine accuracy and tolerance aren’t extras—they’re the foundation of your shop’s reputation.
1. CNC Gantry Milling Machine Accuracy and Tolerance: 5 Key Metrics You Can’t Ignore
You don’t need a PhD to understand accuracy metrics—just focus on these 5, and you’ll be ahead of 90% of shop owners.
Positioning Accuracy
This is how close the machine’s axes move to the exact position you program. For example, if you tell the X-axis to move to 500mm, positioning accuracy measures how far off it is (ideally ±0.01mm/m or better).
I’ve seen shops accept a ±0.03mm/m positioning accuracy to save money—only to find their parts are consistently out of spec. Don’t cut corners here.
Repeat Positioning Accuracy
This is how consistent the machine is when moving to the same position multiple times. It’s critical for batch production—if your machine moves to 500mm once at 499.99mm and again at 500.01mm, your parts will be inconsistent.
For most shops, ±0.005mm to ±0.01mm repeatability is ideal. Anything higher, and you’ll struggle with mass production.
Geometric Accuracy
This refers to the machine’s physical alignment—bed levelness, column perpendicularity, crossbeam parallelism, and guideway straightness. Think of it as the machine’s “posture”—if it’s out of alignment, accuracy will suffer.
A few years ago, a shop called me because their parts were tapering. The issue? Their crossbeam was misaligned by 0.02mm—an easy fix, but one they missed for months.
Dimensional Accuracy
This is the difference between the actual size of your machined part and the size on the drawing. It’s the most visible metric—if your part is supposed to be 100mm wide and it’s 100.03mm, that’s a dimensional accuracy failure.
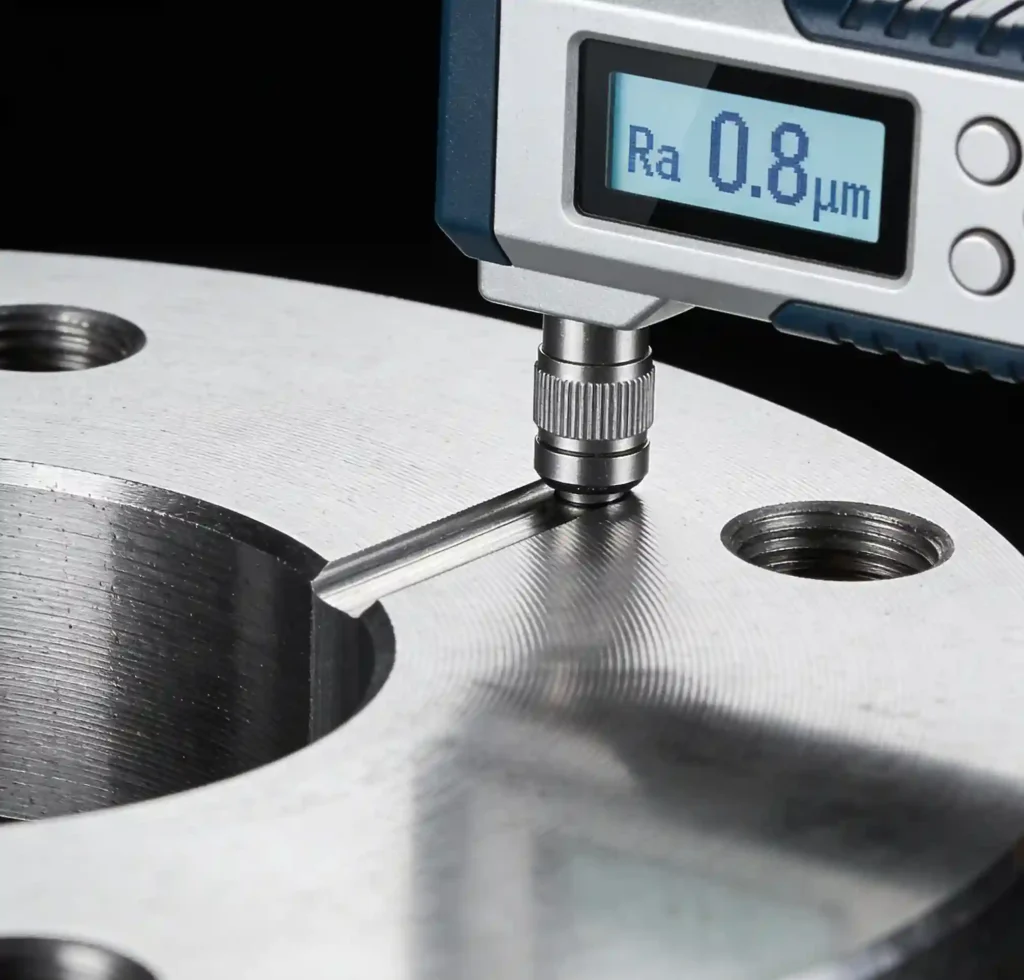
Surface Accuracy (Surface Roughness)
This is the smoothness of the machined surface, measured in Ra (roughness average). For mold parts, you need Ra0.8μm or better; for structural steel, Ra1.6μm is usually fine.
Below is a table of practical accuracy and tolerance standards we use in the shop—no guesswork, just real numbers:
| Metric | Standard Gantry Mill | High-Precision Gantry Mill | Shop Practical Requirement |
|---|---|---|---|
| Positioning Accuracy | ±0.02mm/m | ±0.01mm/m | Critical for precision parts |
| Repeat Positioning Accuracy | ±0.01mm | ±0.005mm | Must be consistent for batches |
| Geometric Accuracy | GB Grade 7 | GB Grade 5 | Check quarterly for alignment |
| Dimensional Tolerance | ±0.03mm | ±0.005mm | Match to your part drawings |
| Surface Roughness (Ra) | 1.6μm | 0.8μm | Mold work needs tighter specs |
2. What Ruins CNC Gantry Milling Machine Accuracy and Tolerance? (Common Shop Issues)
Even the best machines lose accuracy over time—here are the 4 most common culprits I’ve seen, and how to fix them without calling a technician.
Thermal Expansion
Machines heat up during operation—spindles, guideways, and even the bed expand, throwing off accuracy. I’ve seen a spindle heat up by 5°C and cause a 0.02mm tolerance drift.
Fix: Let the machine warm up for 15–20 minutes before running precision parts. Keep the shop temperature consistent (68–72°F is ideal).
Poor Maintenance
Neglecting lubrication, loose bolts, or worn ball screws will destroy accuracy. A shop once asked me to fix their machine—turns out, they hadn’t lubricated the guideways in 6 months, and the screws were worn out.
Fix: Wipe down guideways daily, lubricate per the manufacturer’s schedule, and check bolts weekly (vibration loosens them).
Foundation Issues
If your machine’s foundation is unlevel or unstable, geometric accuracy will suffer. I’ve seen a machine installed on an uneven floor—its bed was tilted, causing parts to be tapered.
Fix: Use a laser level to check foundation levelness during installation. Re-level quarterly, especially after heavy cutting.
Operator Error
Even the best machine can’t fix a careless operator. I’ve seen guys skip calibration, use dull tools, or program incorrect offsets—all of which ruin accuracy.
Fix: Train operators to calibrate tools daily, check offsets, and inspect parts after the first run.
3. Real Case Study: How We Fixed a Shop’s Accuracy Disaster
A local mold shop came to me in a panic: their 4m gantry mill was producing mold bases with a ±0.02mm tolerance—way off their client’s ±0.005mm requirement. They’d already scrapped 5 parts, costing them $8,000, and were about to lose a $100k annual contract.
We inspected the machine and found three issues with the CNC gantry milling machine accuracy and tolerance:
- The spindle was overheating, causing thermal expansion and tolerance drift.
- The ball screws were worn, reducing positioning accuracy.
- The crossbeam was misaligned, affecting geometric accuracy.
Our solution:
- Replaced the worn ball screws (CNC Gantry Milling Machine Ball Screws: Maintenance & Replacement Guide).
- Calibrated the spindle and added a cooling system upgrade to reduce heat.
- Re-leveled the crossbeam and calibrated the machine with a laser interferometer.
- Trained their operators to warm up the machine and check accuracy daily.
What is the result? The machine now holds a ±0.004mm tolerance; they saved the contract, and their scrapped parts dropped by 90%. This case proves that accuracy issues aren’t always a “machine problem”—often, they’re fixable with basic maintenance and calibration.
4. How to Test CNC Gantry Milling Machine Accuracy and Tolerance (Shop-Floor Method)
You don’t need expensive equipment to test accuracy—here’s how we do it in the shop:
- Laser Interferometer Test: The most accurate method—we rent one annually to calibrate positioning and repeat positioning accuracy.
- Test Cutting: Machine a simple part (like a 100mm x 100mm square) and measure it with a caliper or micrometer. Compare to the drawing.
- Roughness Gauge: Check surface accuracy by measuring Ra values on test cuts.
- Level Check: Use a laser level to verify bed and crossbeam alignment.
Rule of thumb: Test accuracy monthly for high-precision jobs, quarterly for standard work. Catching issues early saves your money.
5. CNC Gantry Milling Machine Accuracy and Tolerance: Maintenance Tips to Keep It Consistent
The best way to keep your machine accurate is to maintain it—here are my top 5 practical tips:
- Warm up the machine for 15–20 minutes before precision cutting.
- Lubricate guideways and ball screws every 8 hours of operation.
- Check and tighten all bolts weekly—vibration loosens them.
- Calibrate tools and offsets at the start of each shift.
- Keep the shop temperature consistent—avoid direct sunlight or drafty areas.
For international standards on machine tool accuracy, refer to the official ISO website: their guidelines are the gold standard for our industry.